
The Top 15 Finishing Techniques for Prototyping
Surface finishing is the final step in the production of your prototype and end-use parts.
Various processes are used with the objective of eliminating aesthetic defects, improving the appearance or providing additional resistance, adjusting the electrical conductivity, and much more.
At Prototech Asia, we attach great importance to the finishing of your parts, whatever the production process used; Below are the main finishes applied to your parts.
In order to provide you a better understanding of the possibilities of finishes, we have listed below the most frequently used techniques, together with their benefits, applications and limitations.
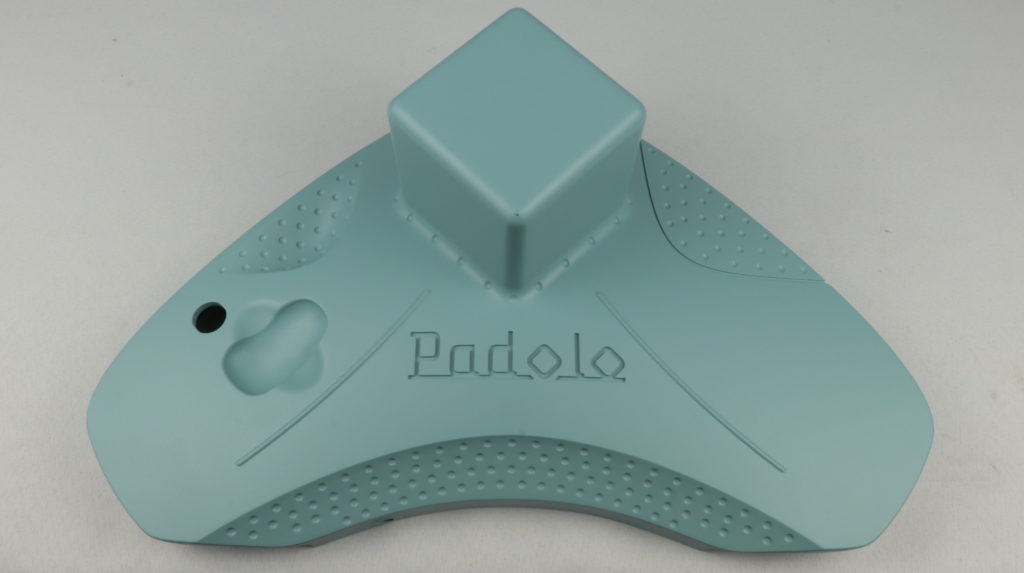
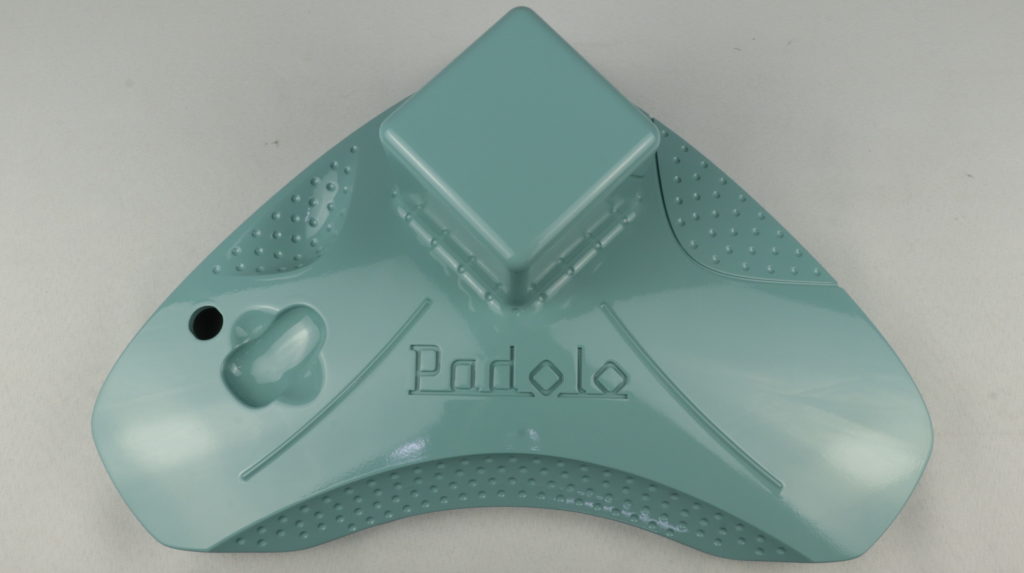
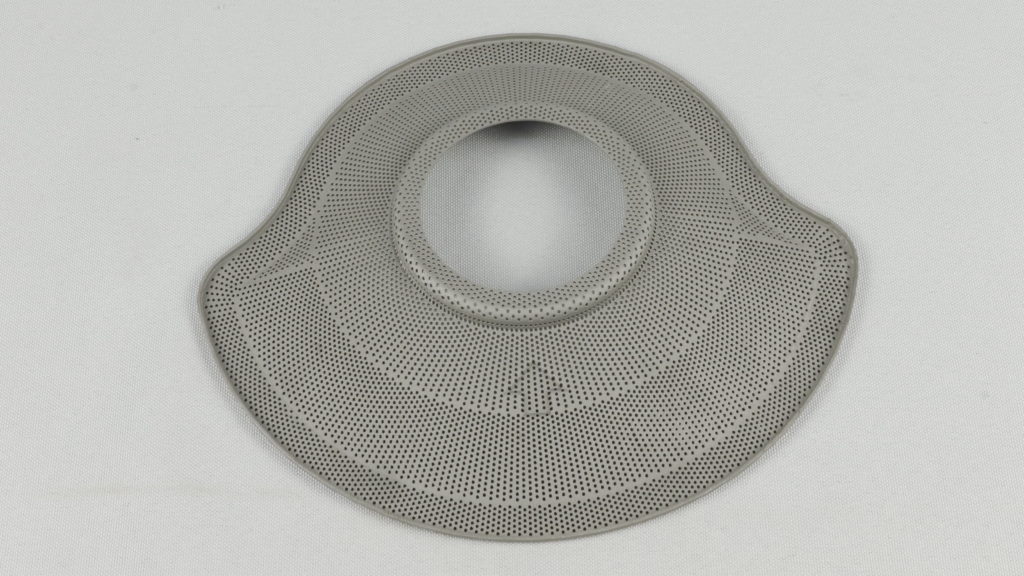
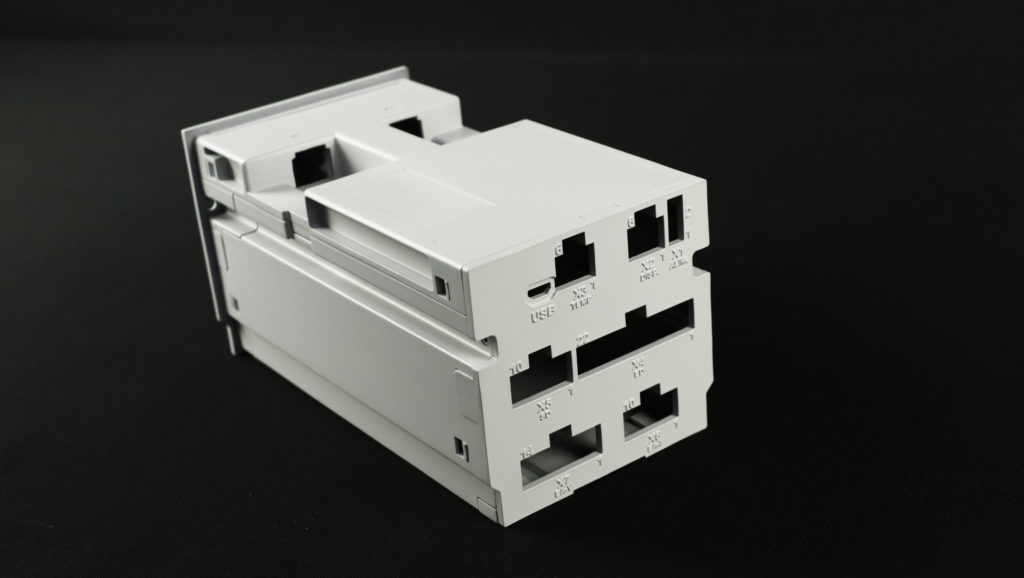
Pigmenting / Mass tinted
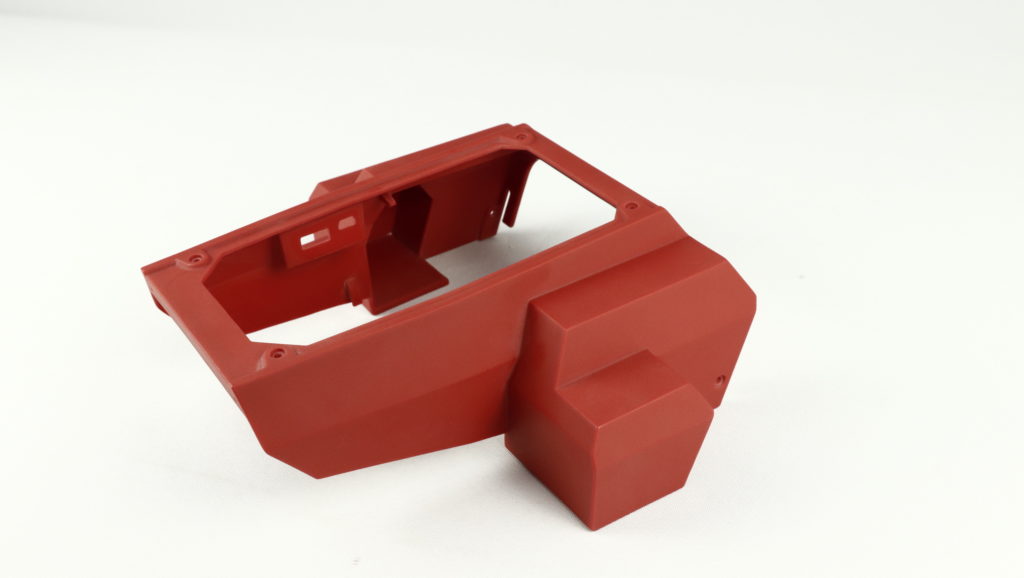
Through the process of pigmentation, it is possible to create plastic parts for prototyping and small batches that are naturally colored in bulk.
In addition, this method can be applied to both rigid and flexible materials.
And the process has no impact on the surface of the part, making it ideal for producing semi-transparent parts from materials like PMMA or PC.
One significant benefit is the longevity of the color and the absence of flaking on the surface of the part.
By mixing color pigments with the material, it is possible to select a preferred RAL or Pantone shade.
Limits: If using vacuum casting prototyping, it may result in color variation and appearance defects.
Applicable to
Plastic injection, CNC plastic*, Vacuum Casting*, 3D printing*, Silicon compression, Plastic extrusion*
Painting
PCABS – CNC – Matte Paint
PCABS – CNC – Glossy Paint
A paint finish can enhance the aesthetic and functional qualities of your prototype surface, and can produce various appearance effects, such as satin, matte, gloss, or semi-gloss finishes.
At Prototech Asia, we provide a wide range of paint finishes, such as:
- Soft-touch: This paint is composed of two elements that create a sleek, tactile, and visually appealing rubber-like coating.
- Chrome: This technique mimics the look of chrome plating through a decorative finish, resulting in a smooth and highly reflective appearance resembling a mirror.
- EMI: A type of paint designed to minimize or eliminate electromagnetic fields.
- And more.
PMMA – CNC – Chrome Paint

PUABS – vacuum casting – Black Paint, Soft touch & Pad printing

PUPP – vacuum casting – EMI Shielding Paint

PUABS – Vacuum casting – Glossy & Matte Paint
Applicable to
Plastic injection, CNC plastic*, Vacuum Casting*, 3D printing*, Plastic extrusion*
Limits
Significant influence on the dimensions, color variation, paints can more or less resist over time, possible hanging and jigging marks.
Powder Coating

Steel – Extrusion – Powder coating

Aluminium6061 – Extrusion – Powder coating
Powder coating shares similarities with liquid spray paint, but it employs a dry powder instead.
This technique enhances resistance against wear and corrosion, producing a consistently smooth surface.
Tip: For texturized results, sandblasting or bead blasting can be utilized in conjunction with the coating. However, it’s important to note that this process is exclusively applicable to metals.
Applicable to
CNC metal, 3D printing metal, Metal extrusion.
Limits
Significant influence on the dimensions, possible hanging and jigging marks.
Color Matching
Achieving accurate color matching for both prototypes and final parts is crucial in meeting specifications and ensuring visual quality of the end product. Our team of experts in prototyping and small batch production, places great importance on this aspect, employing surface treatments or pigmentation as necessary.
Tip: To ensure precise color matching, we utilize colorimeters and strictly monitor the results to align with the transmitted color code (such as RAL or Pantone).
Applicable to
All technology*
Limits
Significant influence on the dimensions, color variation
Technical polishing
Inox 316 – 3D printing – As machined

POM – CNC – As machined

PA6 – CNC – Smooth polishing
PUABS – Vacuum casting – Simple polishing
Polishing typically encompasses altering the surface roughness through a range of manual, mechanical, or chemical techniques. However, this process may impact the dimensional or geometric precision of the part.
At Prototech Asia, we are able to provide a wide range of techniques such as: (non exhaustive list):
- As machined: The parts are left in their machined state with no dedicated polishing. The marks of machining and tools remain visible, though they may have undergone some deburring and edge smoothing. The surface texture is notably rough, ranging from > 3.2μm to 6.3μm for certain machined plastics.
- Industrial polish: The process of industrial polishing results in the significant reduction of machining and tool marks, though some slight scratches may still be observed. Additionally, the surface roughness is slightly decreased, measuring around 1.6μm.
Applicable to
All technology*
Limits
Significant influence on the dimensional, all materials will not have the same rendering for the same polish
Fine or Cosmetic finishing
PUPC – Vacuum casting – High gloss polishing

Epoxy resine – SLA – Glossy polishing

Aluminium 6000 – CNC metal – Mirror Polishing

PMMA – CNC plastic – Mirror polishing
This particular finishing technique involves advanced technical polishing, which enables the alteration of a part’s visual aspect for cosmetic or aesthetic reasons.
At Prototech Asia, we can suggest the following finishing options:
- High gloss polishing: With high gloss polishing, any machining traces are entirely eliminated, resulting in a uniformly smooth surface with a shiny finish.
- Mirror polishing: Mirror polishing refers to a meticulous polishing process that can result in a flawless surface capable of reflecting an image like a mirror. However, this technique is only viable for certain materials.
Applicable to
All technology*
Limits
Significant influence on the dimensional, all materials will not have the same rendering for the same polish
Transparent

PU Shore, PMMA – Vacuum casting – Natural transparent

PE – Injection – Translucent
PMMA – CNC – Mirror polishing & Beadblasting – Transparent
PMMA – CNC – Mirroir polishing
The level of transparency can vary depending on the materials and techniques employed, with varying degrees achievable.
Transparency is achieved through direct polishing of the piece or mold used in its production, while opacity can be deliberately modified through techniques such as polishing, sanding, or pigmentation.
Applicable to
All technology*
Limits
Transparency level may vary
Brushing

Inox – Sheet metal – Brushing
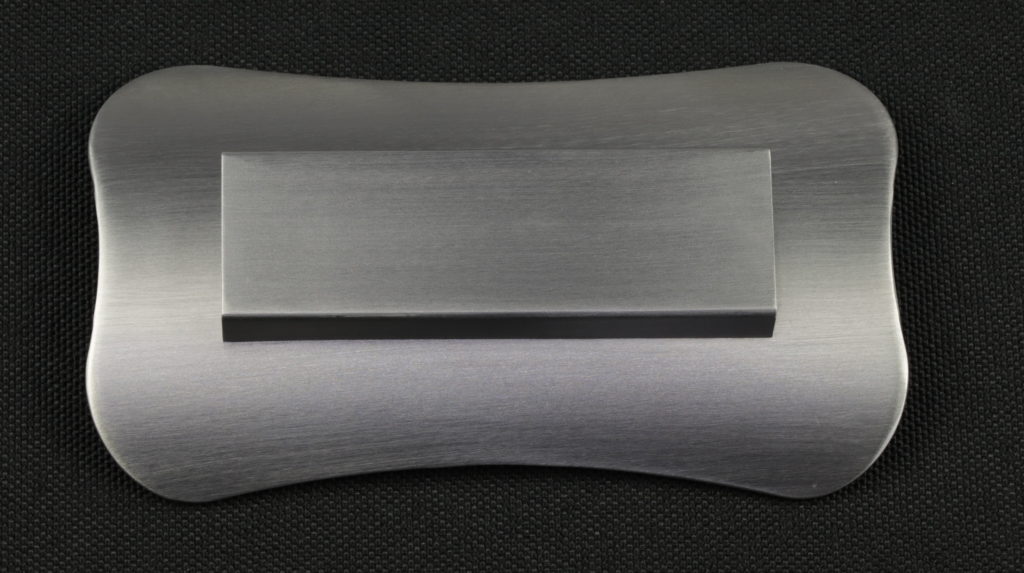
Inox – CNC – Brushing
The process of brushing involves creating uniform, parallel lines on the surface of metal parts, often with the goal of achieving an attractive visual appearance that has a subtle reflective quality.
Applicable to
CNC metal, 3D printing metal, Metal extrusion
Limits
Influence on the dimensional
Sand blasting & bead blasting

Epoxy resin – SLA – Sand blasting

Aluminum6061 T6 – CNC – Bead Blasting
PUPC – CNC – Sand blasting

Aluminum – CNC – Bead Blasting
Sand blasting involves projecting silica sand onto the surface of a workpiece at high pressure, resulting in a matte, uniform surface that enhances the aesthetic appearance of plastic and metal components.
Bead blasting, which employs glass micro-beads instead of silica sand, yields a similarly matte finish that is slightly lighter and more akin to a polished surface.
Applicable to
All technology*
Limits
Influence on the dimensional, all materials will not have the same rendering
Anodizing

Aluminium – CNC & Extrusion – Normal Anodize in black
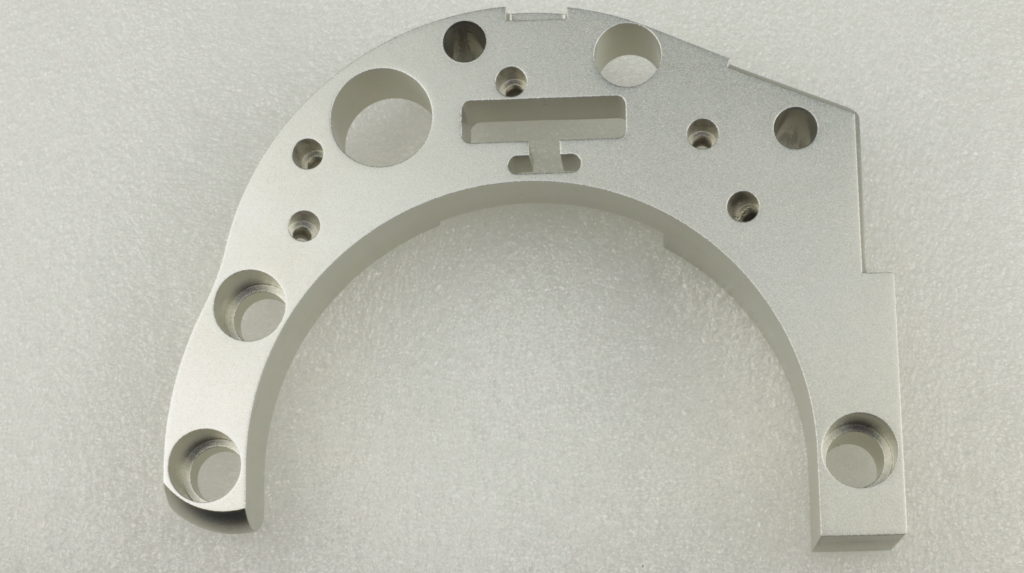
Aluminium7075 T6 – CNC – Hard Anodize

Aluminium6063 T6 – CNC – Normal Anodize in green

Aluminium 6063 – Extrusion – Normal Anodize in black
At Prototech Asia, we propose the types 2 and 3, which are chemical (electrolyte) processes based on sulfuric acid that produce an oxide layer. It protects parts from corrosion, increases durability, makes parts dielectric and non-conductive.
- Type 2 creates a thin layer (approximately 0.00508 to 0.0254 mm).
- Type 3 forms a thicker (0.0508 mm to 0.1524 mm), a more durable layer that is more resistant to abrasion, corrosion, and electrical insulation.
In addition, decorative parts can be anodized in specific colors.
Applicable to
Only Aluminium by CNC, 3D printing, extrusion.
Limits
Influence on the dimensions, color variation, possible hanging and jigging marks.
Black Oxide

This oxide-based surface treatment is applied to ferrous metals to reduce light reflection and slightly improve corrosion and abrasion resistance.
In overall, it gives a smooth look and black color. It is resistant to bending and does not change with magnetic properties.
Applicable to
Steel and copper by CNC, 3D printing, extrusion
Limits
Black color after treatment
Chrome plating

Chrome plating is the process of depositing a thin layer of chromium onto a substrate using either galvanic or vacuum plating. This technique enhances the appearance of the substrate and provides protection against corrosion and wear.
The resulting surface is smooth and highly reflective, akin to a mirror. Typically, chrome plating is classified into two types: decorative, which is a thin layer used for aesthetic purposes, and hard chrome plating, which is a thicker layer used for industrial purposes.
Applicable to
Plastic injection, CNC metal and plastic*, Vacuum Casting*, 3D printing metal and plastic*, Plastic and metal extrusion*
Limits
Significant influence on the dimensions, possible hanging and jigging marks
Galvanizing and zinc plating

Aluminium – CNC – Galvanization

Steel – CNC – Galvanization
This procedure entails adding a thin zinc layer onto a metal surface to enhance its corrosion resistance. In comparison to zinc plating, the hot galvanizing process results in a deeper zinc layer within the metal, providing superior protection against rust.
Applicable to
Steel by CNC, 3D printing, extrusion
Limits
Whitening of the surface
Logo & Marking

PUABS – Vacuum casting – Matte paint & Screen printing
PUABS – Vacuum casting – Paint, Simple polishing & Screen printing

PU shore – Compression molding – Mass tinted & Pad printing
At Prototech Asia, in order to give your parts a polished look, we provide multiple techniques for imprinting or engraving your logo, text, and symbols.
- Screen printing: Ink transfer printing process through a mesh stencil.
- Pad printing: Ink transfer with a silicone pad.
- Water transfer: Printing process using water to attach a film previously printed on the part.
- Laser beam: Laser beam to engrave permanent shapes more or less deep.
Applicable to
All technology*
Fitting & assembly

PUABS, ABS & Resin – CNC, Vacuum casting & 3D printing – Paint

Aluminium6061 & 304L – CNC – As machined

PUABS – Vacuum casting – Mass tinted

Aluminium 6061, POM & PUPP – Vacuum casting, Sheet metal & CNC – Paint in black
In projects that consist of multiple parts, often produced using different manufacturing methods, it’s crucial to ensure proper fit and functionality of the entire product. After the manufacturing of all parts is complete, we conduct an assembly process to examine and make any necessary adjustments.
Applicable to
All technology* (And it is our advantage!)
Limits
Many constraints but we will be able to offer you solutions
In conclusion, the choice of finishing technique for prototypes and end-use parts plays a critical role in the overall quality and functionality of the final product.
From mass tinted to fitting & assembly, the top 15 finishing techniques presented in this article offer a wide range of options to enhance the aesthetics, durability, and performance of prototypes. However, it’s important to consider the specific requirements and limitations of each technique before making a decision.
By understanding the advantages and limitations of each finishing technique, you can make informed decisions to achieve the desired results for your prototypes. With the right finishing technique, prototypes can be transformed into high-quality products that meet the needs and expectations of your project.
 We don´t share your data.
We don´t share your data.